Des tolérances étroites affectent le coût des pièces, et des tolérances importantes peuvent affecter leurs fonctionnalités.
Une bonne pratique consiste à analyser les écarts et les interférences des pièces pour déterminer les tolérances essentielles. Pour les caractéristiques non fonctionnelles, l'application de tolérances importantes réduit le coût.
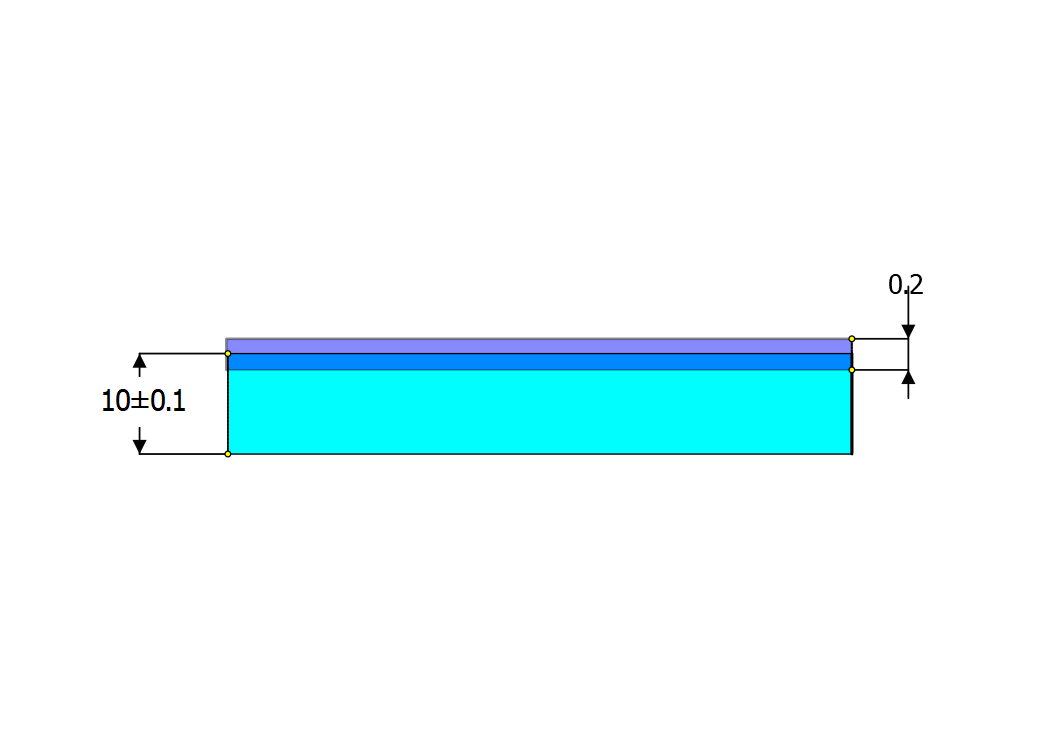
Par exemple, dans le système de tolérancement "ISO2768mk", la tolérance pour une dimension linéaire de 5 mm est de ±0,1 mm, ce qui correspond à une classe moyenne. Une tolérance plus grossière est de ±0,05 mm, une tolérance importante est de ±0,3 mm.
Nos ingénieurs peuvent analyser votre produit et suggérer le tolérancement géométrique et dimensionnel (GD&T) le plus rentable, conformément aux normes ISO et ASME.
Taille maximale
Nous pouvons fabriquer des pièces d'une taille maximale de :
 English
English